
Metal Casting Technologies
Release time: 2019-04-12
Casting is a method of metal liquid forming, which can cast blanks or parts of various sizes and shapes, casting tools It has the advantages of wide adaptability and low cost and is an important process for the thermal processing of mechanical parts blanks or finished parts.
Casting blanks are nearly machine-formed for mechanical or minor processing, reducing costs and reducing time to some extent.
Generally, we can mold it in different ways such as lost-wax casting (which may be further divided into centrifugal casting and vacuum assist direct pour casting), plaster mold casting and sand casting.

Sand Casting
Sand casting requires a lead time of days, or even weeks sometimes, for production at high output rates (1–20 pieces/hr-mold) and is unsurpassed for large-part production. Green (moist) sand, which is black in color, has almost no part weight limit, whereas dry sand has a practical part mass limit of 2,300–2,700 kg (5,100–6,000 lb). Minimum part weight ranges from 0.075–0.1 kg (0.17–0.22 lb). The sand is bonded together using clays, chemical binders, or polymerized oils (such as motor oil). Sand can be recycled many times in most operations and requires little maintenance.
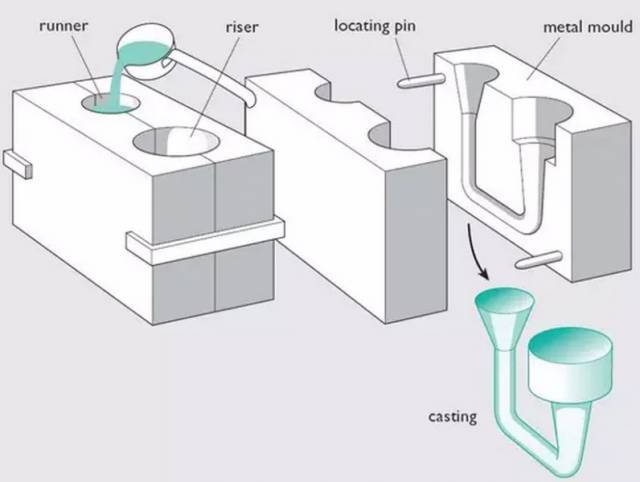
Permanent Mold Casting
Permanent mold casting is a metal casting process that employs reusable molds ("permanent molds"), usually made from metal. The most common process uses gravity to fill the mold. However, gas pressure or a vacuum are also used. A variation on the typical gravity casting process, called slush casting, produces hollow castings. Common casting metals are aluminum, magnesium, and copper alloys. Other materials include tin, zinc, and lead alloys and iron and steel are also cast in graphite molds. Permanent molds, while lasting more than one casting still have a limited life before wearing out.
Die Casting
The die casting process forces molten metal under high pressure into mold cavities (which are machined into dies). Most die castings are made from nonferrous metals, specifically zinc, copper, and aluminum-based alloys, but ferrous metal die castings are possible. The die casting method is especially suited for applications where many small to medium-sized parts are needed with good detail, fine surface quality and dimensional consistency.
Investment Casting
The process is suitable for repeatable production of net shape components from a variety of different metals and high-performance alloys. Although generally used for small castings, this process has been used to produce complete aircraft door frames, with steel castings of up to 300 kg and aluminum castings of up to 30 kg. Compared to other casting processes such as die casting or sand casting, it can be an expensive process. However, the components that can be produced using investment casting can incorporate intricate contours, and in most cases, the components are cast near net shape, so require little or no rework once cast.
We can check the compatibility of materials versus processes, according to Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003). Materials and Processes in Manufacturing (9th ed.). Wiley. p. 183. ISBN 0-471-65653-4.
Compatibility chart of materials versus processes

Different costs and abilities can result in different costs. Typically, the actual casting cost of most processes is quite low, depending on the part you are designing. A large part of your initial cost will come from the tooling and finishing components of the mold.
But the final value of the part should also take into account weight reduction and quality. If you can sell a product at a higher price because it has higher quality, then it may be worthwhile to spend more on casting production. Casting is the most powerful form of engineered metal parts when weight loss is an important design factor.
